抛光轮正确使用方法
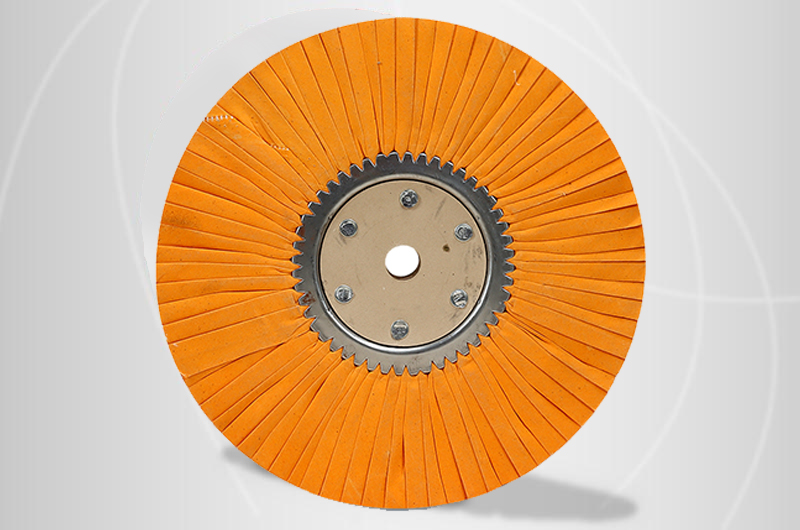
抛光轮是工件抛光应用重要的抛光材料。其与抛光蜡的配合应用可以发挥抛光效果。但在抛光过程中由于抛光材料选择问题、抛光操作不当等原因造成抛光问题常常出现。

抛光轮做为彩色型材生产的辅助材料,其质量是否良好,直接影响的彩色型材的表面质量和产品一次合格率,为了加强对抛光轮的有效管理,使其能为彩色型材的正常生产有力服务,杜绝浪费和无序管理,特出此管理办法
抛光液的供给,通常抛光液的供给采用手工添加、自动添加和循环添加,手工添加是用毛笔蘸抛光液,在上盘摆动错开的瞬间涂在镜盘或抛光盘上.有时为了保证镜盘中心有充足的抛光液,可以停机取下上盘,在镜盘中心或整盘涂抛光液;自动添加是抛光液通过细管滴入的方式,为镜盘添加抛光液。较手工我们需要根据抛光的材质,来选择合适的布伦,这样才能达到抛光的**效率,达到事半功倍的效果。
钻石研磨抛光必须尽量在较轻的压力下进行,特别是抛光预硬钢件和用细研磨膏抛光时。在用8 000#研磨膏抛光时,常用载荷为100~200 g/cm2,但要保持此载荷的精准度很难做到。为了方便做到这一点,可以在木条上做一个薄且窄的手柄,或者在竹条上切去一部分而使其更加柔软。
材料在机械加工过程中,表层会因热量、内应力或其他因素而损坏,切削参数不当会影响抛光效果,电火花加工后的表面比机械加工或热处理后的表面更难研磨,因此电火花加工结束前应采用电火花精修整,否则表面会形成硬化薄层。如电火花精修规准选择不当,热影响层的深度**可达0.4 mm。硬化薄层的硬度比基体硬度高,必须去除。因此**增加一道粗磨加工,为抛光加工提供一个良好基础。
在日常抛光过程中遇到的**问题就是“抛光过度”,就是指抛光的时间越长,模具表面的质量就越差。发生抛光过度有二种现象:即是“橘皮”和“点蚀”。抛光过度多发生于机械抛光。
精抛主要使用钻石研磨膏。若用抛光布轮混合钻石研磨粉或研磨膏进行研磨,则通常的研磨顺序是9 μm(1 800#)→6 μm(3 000#)→3 μm(8 000#)。9 μm的钻石研磨膏和抛光布轮可用来去除1 200#和1 50 0#号砂纸留下的发状磨痕。
佛山市顺德区科丽研磨科技有限公司
地址:佛山市顺德区勒流镇富裕村马村大道3号之二
电话:0757 22665518
手机:13927228768
邮箱:david@buffingwheel.com.cn
备案号:粤ICP备17123728号

扫描左侧二维码
科丽微信官网