机器抛光轮的选择要素与正确使用
- 发布日期 : 2019-08-20
- 阅读量 : 298
机器抛光轮的选择要素
机器抛光轮的密度(硬度)的选择,机器抛光轮重量越大、密度和硬度就越大,但严格上说不是**的关系,它取决于磨料、胶水及纤维的搭配。在同样条件下,硬的轮子切削率大、光洁度更好,软度轮子砂纹的一致性更好、且不易烧伤工件表面。
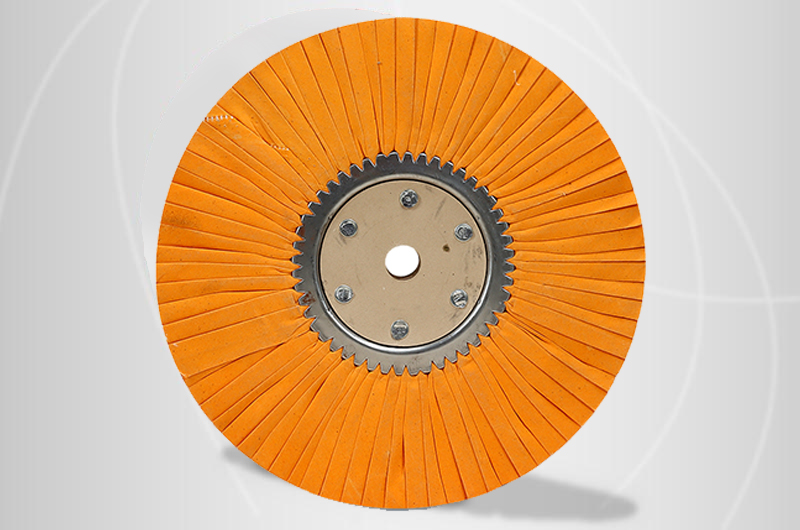
机器抛光轮颜色的选择 一般来说颜色跟使用的磨料的种类有关,如绿色使用的是绿碳化硅。由于不同材料的工件需用不同的磨料打磨,因此应正确选用不同颜色的产品。当然并不是**的,有时是据客户需要刻意添加某些颜料。
机器抛光轮尺寸的选择 不同的工件需要用不同尺寸(直径、厚度)的产品打磨,而产品的孔径一般取决于所用的打磨机的轴(夹头),因此要正确选用产品的尺寸。
抛光材料工艺而对于选择何种的抛光程序一般是要取决于前期加工后的表面状况呈现再定的,像是机械加工、磨加工等等的多种。对于抛光材料抛光轮的机械抛光需经粗抛经铣、电火花、磨等工艺后的表面,然后选择转速在35000—40000rpm的旋转表面抛光轮的抛光机或是超声波研磨机进行抛光。常用的方法是利用直径Φ3mm、WA#400的轮子来去除白色电火花层。然后进行手工油石研磨,用条状油石加煤油作为润滑剂或是冷却剂。
抛光材料工艺需依照加工品的不同规格,在不同的材质上运用,最妄想的是往返范围实在为40毫米~70毫米之间。抛光材料工艺在油石作业也会根据加工品的材质而发生变化的。半精抛主要使用的是砂纸和煤油。抛光材料工艺在油石作业结束后紧接着是砂纸作业,砂纸作业时,要注意的是模仁的圆边、圆角和桔皮的产生。所有的油石流程应尽量做到细加工。
如何正确使用机器抛光轮
正确使用我们的产品可延长产品的寿命、获得**的表面处理效果。
工作压力 一般应施轻度或中等程度的压力。飞翼轮只需施加小的压力、尼龙轮可施加大一些的压力。通常情况下尽量避免施加太大的压力,以免轮子变形或损坏工件表面。
转速 转速是一个很重要的因素,它会影响到加工效果、效率及轮子的寿命,实际使用速度应据加工工件的材料和加工效果确定。轮子转速不能超过安全使用速度(3000rpm)。
振动 通常振动会导致条文不连续、工件表面不均匀。
旋转方向 卷辊必须按照轮子侧面标定的方向旋转,其他产品转向不受限制。
 返回列表
返回列表